All inspection systems have advantages and disadvantages when compared to each other. The most important advantage of the Therm-O-Matic® is the linear relation between defect signal Δt and defect depth. Detailed research and test works enabled us to establish the effect by factors influencing the amplitude of the defect signal Δt and find technical solution to set, measure and adjust these parameters. The defect signal Δt is kept independent of speed, product dimension, product shape, coil size and surface temperature by continuous control of the process as the product goes through the installation. The result is a defect signal Δt depending only on the depth of a defect. This is only valid for cracks (normally not visible) perpendicular to the surface. The detection process is optimized to detect and evaluate fine cracks with accurate depth thresholds between 0.15 - 1.0 mm. The defect signal Δt from defects such as scabs, overlaps and mechanical damages depends on the morphology of the defect, - not depth (visible defects). The Δt from such defects are much higher and easier to detect. The detection rate is high on these types of defects. The system can detect, identify, mark true to position and record length, depth profile and position of each defects.
Therm-O-Matic® operates with 4 individually variable detection thresholds
TR0: For mapping of defects.
TR1: For true to position marking of defects
TR2: For indicating deeper defects
TR3: Special corner threshold.
TR1, TR2 and TR3 are used in detection algorithms for detection and classification of defects.
TR 1 detection threshold is used to mark defects true to position. TR3 is on the face (TR1) and on the corner of square billets (TR3).
TR2 can be used to indicate deeper defects or deeper portion of defects with an additional paint mark. This paint gun is often used for other purposes such as “too short”, “too small” etz.
TR3 is used to add an adjustable portion of TR1 in the corner area to compensate for the higher defect signal thresholds reduce false markings caused by “bad corners”.
TR0 is the lowest threshold and used to indicate map of all defects in a billet or a bar. It is mainly used for research and testing of the machine.
Result from the acceptance test at Sacilor, France in 1985 at TR1 at 0.3, 0.6 0.8 and 1.0 mm. The result is based on > 300 defects for each setting and can be recognized as statistically valid. The result shows the capability of the system to measure depth on cracks and reliable operation with different depth thresholds.
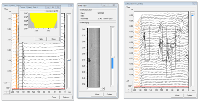
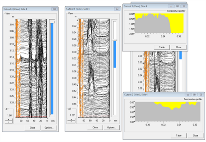
The Inspection performance is documented in form of:
A table containing defect data with exact position, length and depth profile (ready for automatic repair.
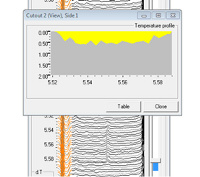
3D temperature picture of the surface.
2D map of all defects >TR0
The inspection results are summarized in billet and batch reports in a number of ways according to customer’s request and needs for statistical purpose.
EXAMPELS:
Number of defects:
Number of defects pr. meter billet:
Numbers of defects pr. ton:
Total lenght of defects:
Total lenghts of defects pr. meter
Total lenght of defects pr. ton:
Pr. face, Pr. billet/bar, Pr. Batch
pr. face, pr. billet/bar, pr. Batch
pr. face, pr. billet/bar, pr. Batch
pr. face, pr.billet/bar, pr. Batch
pr. billet/bar pr.Batch
pr. billet/bar, pr. batch
Adjustable sorting signals based on total number, length and type of defects can be fitted to the different means of repair such in the billet conditioning line to achieve the most cost effective process. The different types of defects have their own signature. The detailed information of each defect allows the classification of defects according to type and origin.